鈦陽極在PCB鍍銅制程中的應用(下)
四、鈦陽極的設計
4.1 鈦陽極的使用需求
從使用者實際需求出發,當鍍銅制程從磷銅球切換成鈦陽極以后,首要的需求就是能夠切實穩定地提升電鍍均勻性,并由此帶來品質的提升;其次要求鈦陽極品質穩定,能夠達到預期的使用壽命以及在此期間穩定的添加劑消耗量水準,以保證運行成本可控。因此,概括來說,主要的要求有以下幾點:優良的電鍍均勻性、穩定的使用壽命、可控的添加劑消耗量水準。
對于陽極制造商而言,如何將客戶需求轉化為內部對于產品設計的要求,這是陽極制造商最需要研究并給予相應支持的地方。鈦陽極結構主要由兩部分組成:鈦基材和涂層。針對具體要求分解開來,電鍍均勻性要求主要是由鈦基材的機械設計決定的,而另外兩個要求則與涂層的設計密切關聯。
4.2 鈦陽極放電均勻性設計
鈦陽極主要的機械設計由于需要與設備匹配,主要工作是由設備商完成的。面對如何優化鈦陽極放電均勻性的設計問題,陽極制造商應當給予相應的建議和支持,主要可以從以下幾個方面來考慮。
i. 電阻率問題
鈦陽極放電均勻性設計,首先需要關注的點就是鈦材的電阻率問題。純鈦的電阻率約為0.47 μΩ·m,接近于同等條件下純銅的30倍。使用磷銅球時,陽極電流通過鈦籃上部引入,然后在整個陽極內部是通過銅球進行傳導(本質上可以認為電流是經過銅進行傳導),因此上部和下部的導電性差異非常小,基本可以忽略不計。而使用鈦陽極的話,由于鈦材的導電性相對較差,尤其是當鈦陽極工作在較高電流密度下,電流通過陽極上部傳導到下部時,本身鈦材的電阻會導致電壓從上到下存在明顯降低。這樣會導致在鈦陽極最下部,放電電流密度會顯著低于鈦陽極最上部。
在進行陽極設計時,首要考慮的是如何減少由于鈦材的長距離傳導導致電壓降問題。主要可以通過以下兩個方面來進行優化:①降低傳導電阻率,使用更寬更厚的鈦材進行電流傳導,或者使用鈦銅復合材料來輔助電流傳導;②分散電流傳導點,在陽極表面設置多個電流傳導點,避免傳輸距離過長。
ii. 陽極基材類型的針對性優化
目前鈦陽極的設計中,陽極基材類型的選用基本有兩種:一種是鈦板,另一種是鈦網。
鈦網是由鈦板進行沖切拉伸而成,其主要優點有兩方面,一是相對鈦板來說可以節省鈦材用量;二是由于鈦網通常會做雙面涂覆,即使是不面對產品的背面,由于網狀材料是鏤空的結構,背面涂層也可以參與放電,因此整個網狀陽極的有效放電面積比鈦板要大,這樣可以降低實際陽極工作條件的電流密度。網狀陽極往往機械強度更差,而且對比板狀陽極,電阻率也更高。針對上述問題,設計合適的框架并優化焊點位置,可以大大改善鈦網陽極的平整性和放電均勻性問題。
使用板狀陽極最大的優點在于,板狀陽極的基材是可以重復利用的。在陽極涂層失效以后,可以對殘余涂層剝離,并對基材表面進行徹底清潔后,可以重新涂覆涂層,這樣今后在陽極的應用中,可以一定程度上節省長期使用的成本(雖然一次性投入會稍大些)。另一方面,板狀陽極基材厚度通常選擇2mm和3mm,而網狀陽極一般適合由1mm鈦板拉制而成(中間還有鏤空),因此板狀陽極的導電性要好于網狀陽極。同時,板狀陽極相對機械強度要比網狀陽極更強,平整度會更好。但這并不意味著板狀陽極放電均勻性一定優于網狀陽極。相比而言,板狀陽極的整體機械設計會比網狀陽極(帶框架)更為簡單,但如果要適應于更高的電鍍均勻性要求,板狀陽極電流接入點的分布還是有優化空間的。
當然,關于放電均勻性的設計,不是一個三言兩語能完全說清楚的問題。此處也只是拋磚引玉,引發相關的思考。
iii. 氣泡對導電均勻性的影響
由于鈦陽極在使用過程中,陽極反應會產生氧氣,因此氧氣的產生會形成陰陽極之間的屏蔽效應,并對放電均勻性造成一定的影響。氧氣更多是影響于垂直電鍍線上,這主要是由于產生的氧氣氣泡會上浮,導致陽極上部和下部累積的氧氣氣泡量形成了一定的梯度,從而造成屏蔽效果,也呈現了一定的梯度效應。
要平衡氧氣氣泡的屏蔽作用對電鍍均勻性的影響,一方面可以改變陽極的設計方式,采用水平式電鍍的方式,這樣就可以從根本上避免氣泡上浮造成的陽極各部分屏蔽作用的差異(水平式電鍍的設備結構會比垂直式更為復雜,同時也并不是所有產品都適應水平式的電鍍方式);另一方面,在垂直電鍍線上,可以通過改變陽極導電性設計,以及安裝陽極屏蔽板等多種方式來對沖其影響,從而改善由氧氣氣泡帶來的負面影響。
總而言之,氣泡的屏蔽效應是設備設計中一個不能忽視的因素,尤其是對于垂直電鍍線,設備廠商可以針對這個影響因素做出相應的考慮,特別是如果今后對于電鍍均勻性提出更高要求,任何影響電鍍均勻性的因素應當都需要納入考慮范圍。
4.3 鈦陽極涂層的設計
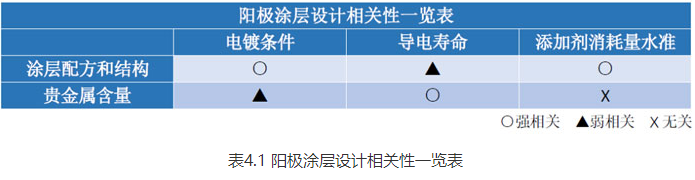
陽極涂層的設計工作,是陽極制造商的核心價值體現。鈦陽極是一種高度定制化的產品,其高度定制化不僅通過基材多變的加工形狀體現,更重要的是針對客戶端的需求,選取合適的涂層配方設計,以最終滿足客戶個性化需求為最終目標。具體來說,陽極涂層設計通常從貴金屬含量和涂層結構的設計兩個方面來進行考慮。針對適用于PCB鍍銅制程的陽極,貴金屬含量主要是指銥金屬的含量;而涂層結構則包含了各式涂層具體原材料種類的選用、涂層配比的調整、涂層涂覆先后次序的改變等各種加工制造環節的設計。
具體涂層設計的思路又是如何呢?
首先,陽極涂層的設計需要與具體的電鍍條件相適配。PCB鍍銅條件有直流電鍍和反向脈沖電鍍之分,而兩種鍍銅條件相適配的涂層設計是完全不同的。如果選用了錯誤的涂層設計,不僅無法滿足電鍍產品最終的要求,陽極的壽命和表現也會出現嚴重的問題。
其次,陽極涂層如何達到壽命要求,主要依靠實際使用條件,以及客戶預期壽命要求等具體情況綜合考慮。決定貴金屬含量多少,不只是根據陽極過電量多少進行簡單轉化,還需要根據使用條件,例如藥水中有機物含量的多少,是否具有嚴重影響陽極壽命的物質存在(例如氟),設備是否具有設計缺陷導致的陽極無法正常工作等多種因素確定。同時,如果對涂層結構設計進行優化,也能在一定程度上降低貴金屬消耗率。因此選擇適合的涂層設計方案比簡單規定貴金屬含量更為符合實際和更為重要。
再次,針對添加劑消耗量的控制要求,這是陽極涂層設計最為核心的部分。簡單而言,控制添加劑消耗量,需要對具有高度催化活性的涂層進行一定的屏蔽,使其減少對添加劑的直接接觸機會。通常,我們將這類特殊的涂層稱之為隔離涂層(barrier coating)。同時,針對各廠商的添加劑,以及添加劑性質的不同,我們也需要對涂層設計進行相應的優化和適配。通過改變涂層性質(例如表面粗糙度、表面能、電荷性質等),可以針對某些添加劑做出針對性吸附或排斥,從而一定程度上調整某些添加劑的消耗量水準。總而言之,涂層的設計真正體現了陽極高度定制化以及廠商核心專業能力和競爭力。
下表展示了陽極設計的主要思考點和相關性,僅供參考
五、鈦陽極的使用經驗
鈦陽極雖然設計上存在許多特殊性以及高度的定制化的問題,但是實際使用起來卻相對比較簡單。本文會著重講述和分析三個不為廣大最終使用者熟悉并了解,或者容易被忽視的問題,以大家更好的理解并使用鈦陽極。
5.1 關于添加劑消耗量的問題
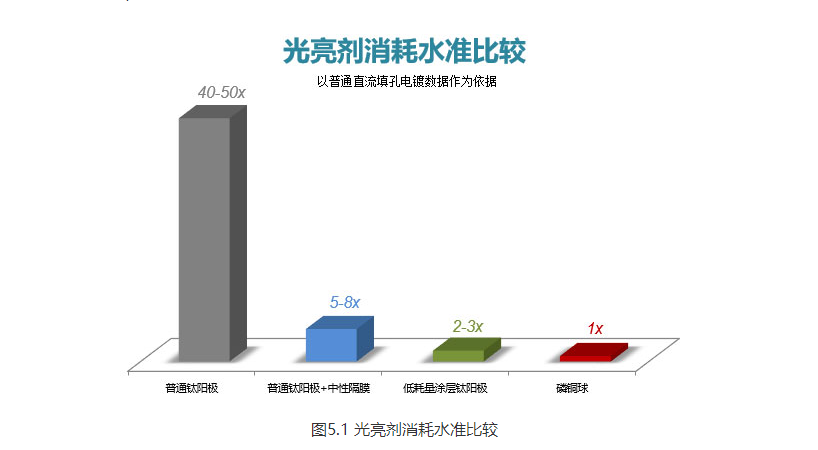
使用鈦陽極,首先需要對添加劑消耗量水準做出一定的心理準備,因為不管如何優化鈦陽極,其消耗量水準是無法低至磷銅球的消耗水準的。下圖展示了不同種類陽極的添加劑(光亮劑)消耗量水準比較(以磷銅球的添加劑作為基準統一進行比較)。
i. 添加劑消耗量經驗數據
鍍銅添加劑都是有機添加劑,按照功能基本可以分為三種:光亮劑、整平劑、載劑(或者也叫抑制劑)。其中,光亮劑通常為小分子的含硫有機物,以聚二硫丙基磺酸(SPS)為代表;整平劑通常為含氮陽離子表面活性劑,一般為季銨鹽類或雜環類表面活性劑;載劑多為聚醚類物質,較為常見的是聚乙二醇(PEG)。在這三種物質中,以光亮劑單體分子量最小,因此,也更容易被鈦陽極分解。
以杰希優VL系列填孔藥水作為基本參照:使用表現較好的低耗量涂層鈦陽極,在正常的設備狀況以及運行條件下,光亮劑的消耗量正常水平通常在100~200 mL/KAH,而整平劑和載劑的消耗率水平通常50~100 mL/KAH。當然上述的數據只是作為一般的參考范圍,根據電鍍設備的設計差異,以及陽極制造水準的差異,或者終端客戶使用和維護水平,鍍銅添加劑的消耗量水準還是存在一定的變化。但是,與磷銅球相比,即使是表現最好的鈦陽極,其消耗量水準(尤其是光亮劑)還是遠遠大于磷銅球的,大約至少是2~3倍的消耗量水準(以同一款添加劑進行比較)。通常而言,添加劑供應商會針對不溶性陽極推出特定的添加劑,并對不溶性陽極的添加劑有效成分進行一定的優化,以保證其適合不溶性陽極的使用,以及將運行成本控制在合理范圍內。
ii. 添加劑消耗原理
從鈦陽極工作時的反應原理來看,在電鍍反應發生時,鈦陽極是通過鈦基材進行導電,然后通過涂覆在鈦基材表面的貴金屬涂層最終進行反應。在這個過程中,貴金屬涂層本質上是催化劑。而貴金屬涂層在發生電化學反應時,具有很強的電化學活性。因此,電鍍液中的添加劑在接觸到貴金屬涂層表面時,也就很容易被貴金屬涂層分解。
同時,另一方面,由于鈦陽極在反應過程中的陽極反應,是一個電解水的反應,前面也介紹過,在這個反應過程中,一些具有強氧化性的中間產物,雖然存在時間較短,但也會導致鍍液中一部分有機物的分解。
以上兩個主要原因比較,主要還是添加劑直接接觸分解占主導地位。這也就為陽極涂層優化提供了指引方向,即前文提到的制作隔離涂層的方法。
具體到不同添加劑組分消耗量水準差異的問題上來,光亮劑一方面分子量較小,同時其在水溶液中通常會電離并以帶有磺酸根的狀態存在(以SPS為例)。這樣,光亮劑分子就更容易吸附到陽極表面,從而造成較為大量的分解。
相反的,整平劑由于是陽離子型表面活性劑,在鍍液中往往是以帶正電的形式存在,因而也就很大程度上避免了向陽極表面遷移或吸附造成大量分解。而載劑由于分子量巨大,通常不是很容易被陽極完全分解。同時,載劑如果只是局部斷裂發生,剩余的仍然可以起作用,因而消耗量水準也會相對較低。
通過各種添加劑特性的分析,也就可以為陽極涂層提供針對性的設計開發方向。
iii. 消耗量異常波動的原因
在陽極正常使用過程中,陽極結構比較穩定,雖然涂層在使用過程中會有一定程度的耗損,但是整個過程相對比較緩慢。由于陽極涂層正常衰減和劣化造成的添加劑消耗量的波動,通常需要以月為單位來統計才能表現出來。因此,添加劑在幾天內發生劇烈變化的情形,很大程度上是由于其他原因造成的。
當出現添加劑消耗量異常狀況時,首先可以判斷異常狀況是突然出現的還是持續長時間惡化的。如果是突然惡化的,很大概率是由鍍液受到污染所致。此時可以進行鍍液靜置測試,來甄別藥水中是否有氧化性物質對添加劑造成分解。可將藥水取樣后密封靜置24小時,測試添加劑前后濃度變化,來進行判斷。通常在沒有污染物的情況下,前后濃度是非常接近的。在我們經歷過的案例中,有因為添加的硫酸中混入雙氧水造成的,有微蝕液混入電鍍槽造成,也有氧化銅粉中因為硝酸根的混入造成的……等等多方面原因。這些都是可借鑒的經驗教訓,可以通過鍍液靜置測試甄別出來。
當然,如果上述問題已經排除,可以將目光轉向陽極本身。此時可以觀察陽極涂層狀況:例如涂層顏色是否均一、涂層黏附性是否良好等。當然,向專業的陽極供應商尋求幫助也能更好提供專業性建議。
5.2 陰極化問題
i. 陰極化問題的定義
所謂陰極化問題,這是指陽極在使用過程中,由于受到相鄰的陽極影響,導致陽極無法正常發生陽極反應,轉而發生陰極反應的問題(通常發生在陽極邊緣位置)。發生陰極化問題的根本原因在于相鄰陽極間存在較高電壓差。

陰極化問題通常出現在連續線上,也并不只是在PCB鍍銅設備中產生。主要原因有以下一些可能性:不合適的電流設定(產品需要梯度設定電流,而相鄰電流差異較大造成的電壓較大差異)、整流器老化或損壞、缺乏屏蔽等。
陽極出現陰極化以后,并不是說這個陽極會一直處于陰極反應。這是由于當陽極出現陰極化以后,銅離子會沉積到陽極表面,從而使陽極表面鍍上薄薄一層銅。此時,當電流通過鈦陽極傳導到陽極表面時,會使這部分陽極表面的銅發生溶解(原因在于此情況下,鈦陽極相當于在短時間內轉變為可溶性陽極)。在陽極發生陰極化作用時,這種實際的陰極化的反應處于周期性發生的狀態。這樣,就導致了陽極狀態一直在陽極反應和陰極反應中來回切換。由于陽極涂層的設計是針對陽極反應的,因此正常產品的陽極涂層是無法應對陰極化反應的。出現陰極化問題會顯著降低陽極壽命。
ii. 陰極化問題的危害
陽極陰極化會對陽極的壽命會造成極大的損害,主要原因在于,陽極涂層的設計是針對陽極反應的原理進行設計和優化的。由于陽極發生陰極化以后,會造成陽極端出現陰極反應。陰極反應不僅會發生銅沉積反應,同時也會一定程度發生析氫反應。鈦陽極之所以能在各種環境下保持化學穩定性,其中一個非常重要的原因在于,鈦材表面形成的致密的氧化層(氧化鈦)。發生陰極反應則會導致基材表面氧化鈦轉變為氫化鈦。氫化鈦并不穩定,一方面容易從表面剝落,另一方面,即使后續重新轉化為氧化鈦,也將不再是原先致密的氧化膜。由于陰極反應的影響,鈦陽極涂層會輕易從基材處發生脫落,導致鈦陽極提前失效。

由于陽極涂層部分提前失效,就會導致陽極放電均勻性出現異常,從而會對產品電鍍均勻性造成重大影響。
5.3 鈦陽極的維護保養
關于鈦陽極維護方面,前面也提到鈦陽極基本具有免維護的屬性,即如果連續使用,就基本不需要定期清理。反而是長時間的停機需要引起重視。設備一旦長時間停機,需要對鈦陽極表面進行清潔,通常只需使用純水將表面殘留的電鍍液清洗干凈。
清洗的關鍵在于將鈦陽極表面硫酸和硫酸銅兩種物質清理干凈。這是因為電鍍液中硫酸會附著在鈦陽極涂層表面,并隨著蒸發,硫酸濃度會顯著提高,導致了硫酸腐蝕性的增強。同時,殘留在鈦陽極表面的硫酸銅也會結晶析出。電鍍液中的硫酸銅,會深入鈦陽極表面涂層的微孔中,并在結晶析出,從而對涂層結構造成一定的破壞作用。
另一個需要提醒的問題是,在設備投入使用前或者大保養時,避免使用強堿溶液對鈦陽極進行清洗。強堿溶液不僅對涂層也會對鈦基材具有一定的腐蝕作用,容易造成涂層的剝落,導致鈦陽極壽命的提前失效。
六、鈦陽極新的發展和展望
6.1 高電流密度填孔電鍍的應用
使用不溶性鈦陽極,可以提升電鍍的電流密度,從而增加電鍍設備的產能,這只是鈦陽極具備生產效率的前提條件。但是,這個優點要真正落地,需要設備設計以及相應的電鍍添加劑的配合。原先由于電鍍添加劑的限制,使用鈦陽極并沒有能真正提升很多填孔制程的電流密度(高電流密度無法完成填孔),因此鈦陽極并沒有真正在提高生產效率上與磷銅球拉開差距。最近二三年來,隨著高電流密度填孔藥水的成熟和推廣,可以將填孔電流密度提升2~3倍(從原先不超過2 ASD提升到5~6 ASD)。
針對高速填孔電鍍的需求,鈦陽極的涂層設計上也需要進行相應調整,主要針對兩方面:一方面是需要設計出適應這種新型電鍍添加劑的涂層,使電鍍添加劑的消耗量維持在合理水平(由于新的電鍍條件使用了更高的電流密度和更高的藥水溫度,使電鍍添加劑尤其是光亮劑的消耗量水準有了顯著的增加,這就需要陽極本身對于電鍍添加劑的消耗量水準需要進行一定的削減以平衡電鍍成本);另一方面,更高的電流密度導致涂層壽命的縮短,這就需要對涂層設計進行調整,使涂層結構穩定并延長涂層的使用壽命。
6.2 析氧脈沖電鍍的應用
反向脈沖電鍍技術,是PCB鍍銅制程中針對高縱橫比通孔獲得良好貫通能力的最主要手段。自上世紀90年代安美特開發出一整套水平脈沖電鍍流程并申請專利以來,受限于專利保護,其他公司無法應用這套電鍍技術。在這個水平脈沖電鍍工藝中,電鍍液中添加了一定量的鐵離子以后,巧妙地將陽極反應由電解水的析氧反應,轉變為亞鐵(II價)離子氧化為鐵(III價)離子的反應。針對鐵離子體系,適用于反向脈沖電鍍條件的鈦陽極,大規模投入使用已超過十年時間。然而,正是由于大量鐵離子的存在,導致了最終鍍銅層外觀的光亮度不足,一定程度上影響了產品的外觀,因此最近三四年,不含鐵離子的析氧反向脈沖的需求重新浮出水面。
析氧反向脈沖應用對于陽極的設計提出了非常高的要求,主要體現在以下兩點:鈦陽極涂層必須適用于反向脈沖電鍍條件,達到一定的使用壽命;鈦陽極涂層必須能在析氧反應條件下做到對添加劑消耗量的削減和控制,維持合理的電鍍成本。由于這兩個要求在涂層設計上是兩個完全不同的方向,如何對鈦陽極涂層進行設計是非常大的挑戰。
大約3年前,我司在市場上開始進行小規模的測試和驗證。從最近一年的反饋結果看,推出的適用于析氧反向脈沖的鈦陽極,已經可以做到運行成本(添加劑消耗量)和陽極使用壽命的平衡。同時,析氧脈沖電鍍的應用市場正一步步被打開,在今后幾年中,有望逐漸提升市場占比并取代部分水平脈沖電鍍的市場份額。
總結
總而言之,隨著PCB產品要求的提升,以及PCB鍍銅制程要求的提升,鈦陽極憑借其優秀的性能,將會逐漸取代磷銅球在PCB鍍銅制程中的地位。同時一些新應用的出現,也對鈦陽極的產品開發提出了新要求。這對于鈦陽極的設計開發,既是機遇,也是挑戰。
對于陽極制造商而言,應當砥礪前行,迅速應對市場多變的需求,把完善的產品推出市場,響應終端客戶以及設備商、藥水商的需求,為PCB事業盡一份綿薄之力。



