準(zhǔn) β 鍛造工藝對(duì)TC21鈦合金大型鍛件組織及性能的影響
TC21 鈦合金 ( 名義成分為 Ti-6Al-2Zr-2Sn-3Mo- 1Cr-2Nb) 是我國(guó)自行研制的一種高損傷容限 α + β 型鈦合金,具有高強(qiáng)、高韌和低的裂紋擴(kuò)展速率等特點(diǎn),綜合性能匹配較好,被廣泛應(yīng)用于航空航天領(lǐng)域,如飛機(jī)機(jī)身隔框、承重梁、發(fā)動(dòng)機(jī)框架等強(qiáng)度要求較高的承力構(gòu)件。熱鍛成形是 TC21 鈦合金承力零件的主要成形方式,基于 TC21 鈦合金的高損傷容限特點(diǎn),要求鍛件組織為網(wǎng)籃狀的片層組織,以獲得高的斷裂韌性 ( KIC ) 和低的裂紋擴(kuò)展速率,來(lái)滿(mǎn)足飛機(jī)設(shè)計(jì)的低損傷容限、高可靠性要求。因此,微觀(guān)組織控制對(duì)力學(xué)性能的匹配關(guān)系十分關(guān)鍵,而鈦合金鍛件要獲得網(wǎng)籃狀片層組織,需要在 α + β 相變點(diǎn)以上的 β 區(qū)域進(jìn)行鍛造。β 鍛造處理工藝是指在鈦合金 β 相變點(diǎn)以上進(jìn)行鍛造或者熱處理,目的是為了獲得較高的斷裂韌性。采用 β 鍛造工藝可以大幅度降低鈦合金的變形抗力,同時(shí)還可以提高鍛件的綜合性能,但是在變形過(guò)程中,由于溫度過(guò)高,顯微組織易出現(xiàn)粗大晶粒,會(huì)降低合金塑性和強(qiáng)度。而準(zhǔn) β 鍛造工藝卻可以彌補(bǔ) β 鍛造工藝的不足, 即將鈦合金加熱到相變點(diǎn)附近的一定溫度范圍內(nèi)進(jìn)行鍛造變形,可以獲得較好的綜合性能,還能避免晶粒長(zhǎng)大。畢彥等分別在相變溫度下 30 ℃ 和相變溫度上 20 ℃ 對(duì) TC18 鈦合金采用準(zhǔn) β 工藝進(jìn)行了鍛造,探究了工藝參數(shù)對(duì)合金組織和性能的影響,發(fā)現(xiàn)在準(zhǔn) β 溫度范圍內(nèi) 30% 的變形量能夠獲得較為均勻的組織和優(yōu)良的強(qiáng)韌性匹配。石志峰和賴(lài)運(yùn)金分別以 TC21 和 Ti-17 兩相鈦合金為研究對(duì)象,討論了鈦合金的片層組織演化過(guò)程及其對(duì)合金強(qiáng)度、塑性以及斷裂韌性等力學(xué)性能的影響,發(fā)現(xiàn)等軸 α 相含量的提高能夠增加合金的塑性,α 片層的交叉分布和厚度的增加有利于提高合金的斷裂韌性。程新江等在準(zhǔn) β 溫度下對(duì) TC21 鈦合金小試樣進(jìn)行了熱壓縮實(shí)驗(yàn),并基于位錯(cuò)密度和唯象理論建立了兩種本構(gòu)模型,發(fā)現(xiàn) TC21 鈦合金內(nèi)部平均晶粒尺寸隨應(yīng)變速率的增加而減小。以往有關(guān) TC21 鈦合金 β /準(zhǔn) β 鍛造工藝的研究主要集中在小試樣熱模擬或者小規(guī)格鍛件兩相區(qū)鍛造的理論基礎(chǔ)上,而對(duì)于工程化大規(guī)格棒材以及大型鍛件準(zhǔn) β 鍛造工藝的應(yīng)用報(bào)道較少,尤其是大型框類(lèi)模鍛件未見(jiàn)文獻(xiàn)報(bào)道。研究掌握不同鍛造工藝對(duì)大尺寸坯料顯微組織和力學(xué)性能的影響規(guī)律是進(jìn)行 TC21 鈦合金大型鍛件研制及推廣應(yīng)用的前提條件。
本文采用準(zhǔn) β 鍛造工藝,以 TC21 鈦合金特大規(guī)格棒材及其制備的大型鍛件為研究對(duì)象,研究了 3 種不同鍛造工藝對(duì) TC21 鈦合金大型鍛件顯微組織和力學(xué)性能的影響規(guī)律,并獲得了顯微組織與綜合性能的匹配規(guī)律,為 TC21 鈦合金大型鍛件的準(zhǔn) β 鍛造工藝的推廣奠定基礎(chǔ)。
01、原材料與工藝方法
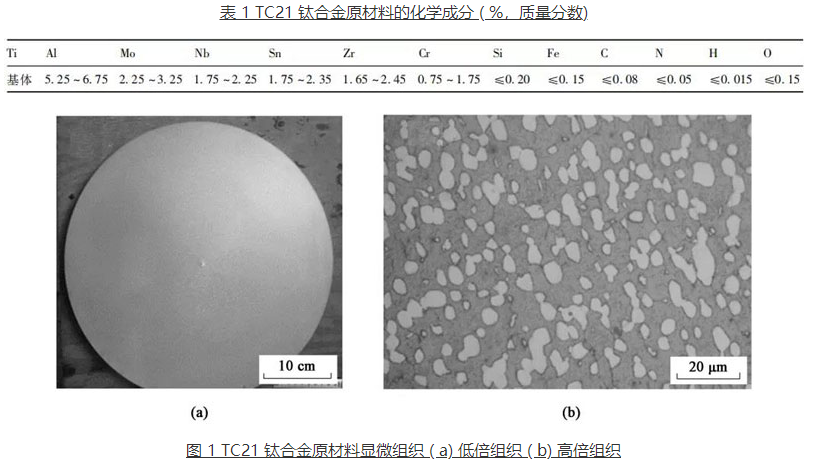
實(shí)驗(yàn)原材料為直徑 Φ400 mm 的 TC21 鈦合金特大規(guī)格棒材,其化學(xué)成分和高、低倍組織分別如表 1 和圖 1 所示。從圖 1 可以看出,TC21 鈦合金原材料棒材的低倍組織均勻,未見(jiàn)分層、裂紋、氣孔、偏 析、金屬或者非金屬夾雜及其他肉眼可見(jiàn)的冶金缺陷,無(wú)清晰晶粒。TC21 鈦合金原材料棒材的高倍顯微組織為典型的兩相區(qū)變形態(tài)顯微組織,α 相等軸 化充分、均勻,不存在原始粗大晶粒和連續(xù)平直 α 片層。
TC21 鈦合金鍛件的基本生產(chǎn)工序?yàn)? 原材料下料、自由鍛制坯、模鍛成形、熱處理、理化檢測(cè)、最終檢驗(yàn)和產(chǎn)品入庫(kù)交付。自由鍛制坯和模鍛工序分別在 31. 5 MN 快鍛機(jī)和 400 MN 大型模鍛液壓機(jī)上進(jìn)行,鍛造加熱爐的爐溫均勻性為 ± 5 ℃,加熱時(shí)鍛件均放置于加熱爐有效區(qū)中心處,試料處放置測(cè)溫?zé)犭娕家员O(jiān)測(cè)實(shí)際溫度。熱處理工序在爐溫均勻性為 ± 5 ℃ 的熱處理爐內(nèi)進(jìn)行。為了掌握準(zhǔn) β 鍛造工藝對(duì) TC21 鈦合金鍛造成形的影響,制定了 3 種工藝方案進(jìn)行某框類(lèi)模鍛件的準(zhǔn) β 鍛造工藝試制與生產(chǎn)研究,具體方案如下。
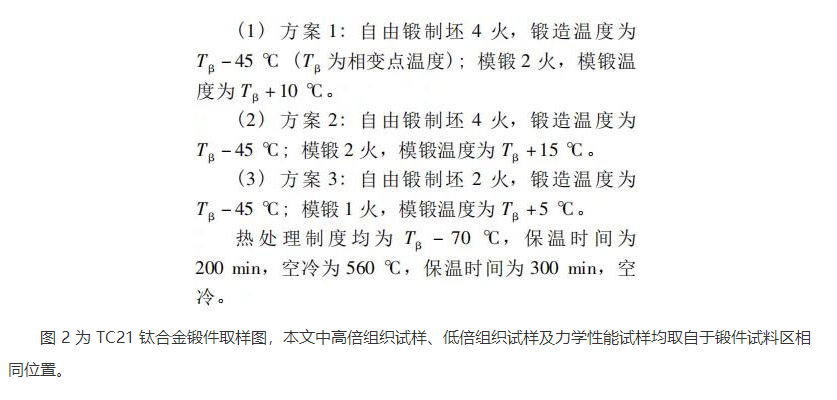
2. 1 TC21 鈦合金鍛件的宏觀(guān) ( 低倍) 組織分析
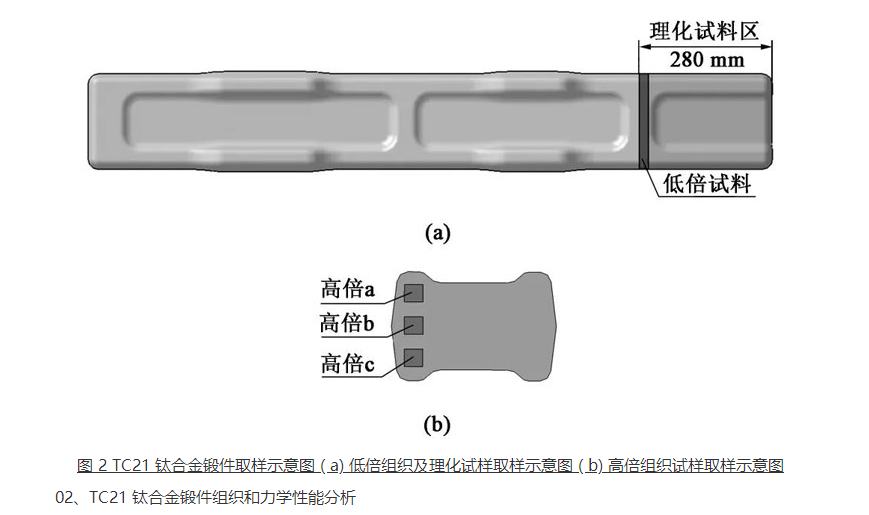
鍛件試料尺寸 為 180 mm × 180 mm × 200 mm ( 圖 2) ,截面厚度較大。圖 3 為經(jīng) 3 種準(zhǔn) β 鍛造試制生產(chǎn)方案得到的 TC21 鈦合金鍛件低倍組織照片, 從圖 3 中可以看出,鍛件試料的心部晶粒均比較細(xì)小,這主要是由于原材料規(guī)格大,采用了大厚度的預(yù)制坯,鍛件心部鍛造時(shí)產(chǎn)生了大的變形量,致使變形過(guò)程中發(fā)生了動(dòng)態(tài)再結(jié)晶,從而使得組織細(xì)化。對(duì)比 3 種方案鍛造后的鍛件低倍組織可以看出,方案 1 和方案 2 鍛件的低倍晶粒大小基本一致, 方案 3 鍛件的低倍晶粒明顯小于前兩種方案的鍛后晶粒,這是由于方案 3 的自由鍛和模鍛過(guò)程中鍛造火次較少,雖然總變形量一致,但單火次變形量遠(yuǎn)大于其他兩個(gè)方案,合金組織得到了更好的細(xì)化。
2. 2 TC21 鈦合金鍛件的微觀(guān) ( 高倍) 組織分析
圖 4 為方案 1 準(zhǔn) β 鍛造后 TC21 鈦合金鍛件不同位置的微觀(guān)組織,圖 4 的微觀(guān)組織對(duì)應(yīng)了圖 2 中 高倍試樣不同取樣位置的顯微組織。從圖 4 可以看出,方案 1 中 TC21 鈦合金鍛件的微觀(guān)組織為網(wǎng)籃組織,原始等軸 α 相已經(jīng)完全消失,次生片層 α 相長(zhǎng)大呈束狀分布。在不同取向上的片層 α 相相互交織, 可以有效增大相界面,這種組織的強(qiáng)度和抗蠕變能力一般較好,抗裂紋擴(kuò)展能力較強(qiáng),從而阻止或減弱裂紋的快速擴(kuò)展,提高鍛件的斷裂韌性。
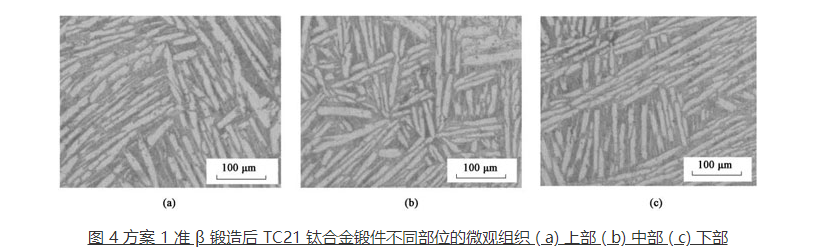
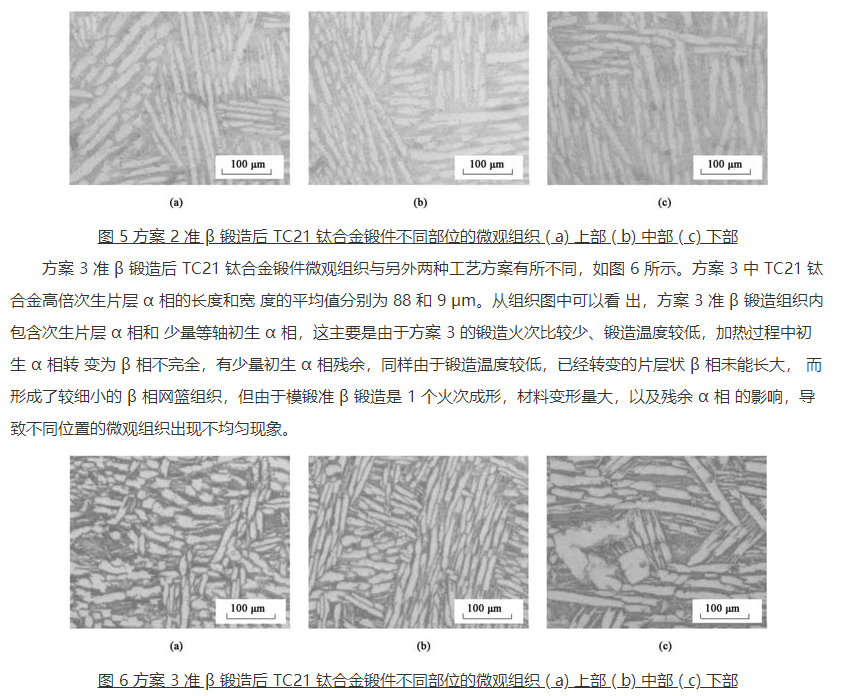
圖 5 為方案 2 準(zhǔn) β 鍛造后 TC21 鈦合金鍛件不同部位的微觀(guān)組織,其取樣位置與方案 1 的取樣位置相同。通過(guò)與圖 4 的微觀(guān)組織對(duì)比可以發(fā)現(xiàn),方案 1 和方案 2 準(zhǔn) β 鍛造后鍛件的微觀(guān)組織均為網(wǎng)籃組織,但也可以看出,兩種方案準(zhǔn) β 鍛造后微觀(guān)組織中次生片層 α 相形態(tài)存在差異。經(jīng)金相軟件計(jì)算,圖 4 中 TC21 鈦合金鍛件次生片層 α 相的長(zhǎng)度和寬度平均值分別為 114 和 13 μm; 圖 5 中 TC21 鈦合金鍛件次生片層 α 相的長(zhǎng)度和寬度的平均值分別為 224 和 19 μm,圖 5 中 TC21 鈦合金鍛件次生片層 α 相的長(zhǎng)度和寬度明顯大于圖 4,這主要是因?yàn)? 圖 5 ( 方案 2) 對(duì)應(yīng)的準(zhǔn) β 鍛造溫度高于圖 4 ( 方案 1) ,溫度越高,溶質(zhì)原子的擴(kuò)散速率越大,合金元素在更高溫度下的快速擴(kuò)散有利于次生片層 α 相的析出和長(zhǎng)大。
2. 3 TC21 鈦合金鍛件的力學(xué)性能分析
3 種方案準(zhǔn) β 鍛造后 TC21 鈦合金鍛件的力學(xué)性能如圖 7 所示,圖 7a ~ 圖 7c 分別為方案 1、方案 2 和方案 3 的準(zhǔn) β 鍛造后的 5 組力學(xué)性能測(cè)試結(jié)果, 圖 7d 為 3 種方案準(zhǔn) β 鍛造后鍛件的力學(xué)性能測(cè)試平均值對(duì)比。可以看出,TC21 鈦合金鍛件的力學(xué)性能測(cè)試結(jié)果表現(xiàn)出高強(qiáng)、高韌的特征,3 種方案準(zhǔn) β 鍛造后 TC21 鈦合金鍛件的力學(xué)性能均較好,但不同方案的工藝參數(shù)性能仍存在一定差異。由圖 7 可以看出,3 種方案準(zhǔn) β 鍛造后得到的 TC21 鈦合金鍛件的抗拉強(qiáng)度均在 1100 MPa 左右,最大值與最小值相差 68 MPa,鍛件強(qiáng)度分布比較均勻,斷后伸長(zhǎng)率相差不大,均穩(wěn)定達(dá)到 10% 以上。方案 2 準(zhǔn) β 鍛造 后鍛件的抗拉強(qiáng)度總體均高于另外兩種方案,這可能與方案 2 中鈦合金鍛件的鍛造溫度較高有關(guān),較高的鍛造溫度造成次生片層 α 相的長(zhǎng)度和寬度明顯大于其他兩種方案。較大的次生片層 α 相尺寸,可以使晶粒變形時(shí)滑移長(zhǎng)度增加,在晶界和不同位錯(cuò)的交界處發(fā)生滑移堵塞,從而使抗拉強(qiáng)度提高。方案 3 準(zhǔn) β 鍛造后 TC21 鈦合金鍛件的屈服強(qiáng)度和塑性指標(biāo)優(yōu)于方案 1 和方案 2,這與方案 3 鍛后組織內(nèi)存在一定含量的等軸 α 相且片層組織較細(xì)有關(guān)。
由于鈦合金的力學(xué)性能受微觀(guān)組織形態(tài)的影響較大,微觀(guān)組織中相互交錯(cuò)編織的次生片層 α 相可以有效地阻止裂紋擴(kuò)展,提高合金的斷裂韌性,因此,網(wǎng)籃組織的斷裂韌性?xún)?yōu)于其他類(lèi)型組織。為了使 TC21 鈦合金獲得較高的斷裂韌性,同時(shí)保持其高強(qiáng)度,須控制微觀(guān)組織中次生片層 α 相的數(shù)量和形態(tài)。由圖7d 可以看出,3 種方案準(zhǔn) β 鍛造后 TC21 鈦合金鍛件的斷裂韌性 ( KIC ) 均大于 90 MPa·m1/2, 方案 2 準(zhǔn) β 鍛造后 TC21 鈦合金鍛件的斷裂韌性稍高于其他兩種方案,這主要與鍛件微觀(guān)組織中的次生片層 α 相的形態(tài)有關(guān),組織內(nèi)網(wǎng)狀結(jié)構(gòu)越細(xì)密、 網(wǎng)籃交織程度越好,裂紋擴(kuò)展路徑會(huì)越曲折,裂紋擴(kuò)展所需能量會(huì)越高,合金的斷裂韌性也越好。
對(duì) TC21 鈦合金采用 3 種方案進(jìn)行準(zhǔn) β 鍛造, 可以發(fā)現(xiàn),不同鍛造溫度下的準(zhǔn) β 鍛造均具有良好的綜合性能,但不同的鍛造溫度和鍛造火次對(duì)合金微觀(guān)組織和力學(xué)性能還是存在一定的影響。較高的鍛造溫度有利于獲得 TC21 鈦合金較完整的網(wǎng)籃組織,組織中次生片層 α 相長(zhǎng)度和寬度有所增大,但網(wǎng)籃交織程度較好、網(wǎng)狀結(jié)構(gòu)比較周密,合金的斷裂韌性較優(yōu)。較低的鍛造溫度有利于細(xì)化微觀(guān)組織,較少的鍛造火次雖然可以獲得更加細(xì)小的微觀(guān)組織,但大型鍛件不同部位的微觀(guān)組織形態(tài)存在不均勻的情況。

03、結(jié)論
1) 準(zhǔn) β 鍛造過(guò)程中,較高的鍛造溫度 ( Tβ + 15 ℃) 有利于 TC21 鈦合金獲得完整的交織狀網(wǎng)籃組織,組織中次生片層 α 相的長(zhǎng)度和寬度較大,但網(wǎng)籃交織程度好、網(wǎng)狀結(jié)構(gòu)細(xì)密,合金的綜合性能 較好,斷裂韌性隨著準(zhǔn) β 鍛造溫度的升高而提高。
2) 準(zhǔn) β 鍛造過(guò)程中,隨著加熱溫度的升高,合金組織有粗化跡象,保持相變點(diǎn)以上較低溫度 ( Tβ + 5 ℃ ) 加熱鍛造,有利于細(xì)化 TC21 鈦合金的微觀(guān)組織,但鍛造后顯微組織中有少量的等軸 α 相殘余,且組織均勻性有所降低。
3) 準(zhǔn) β 鍛造過(guò)程中,在總變形量相同的情況 下,較少的鍛造火次即單火次有較大變形,有利于獲得更加細(xì)小的微觀(guān)組織,但大型鍛件不同部位的微觀(guān)組織形態(tài)差異化增大。

擊這里給我發(fā)消息")
擊這里給我發(fā)消息")
